



Dưới đây là những thông số kỹ thuật quan trọng cần lưu ý khi sửa chữa trục chính máy CNC tốc độ cao (24.000 RPM) và hướng khắc phục tương ứng:
1. Độ Đảo Trục Chính (Runout Accuracy)
-
Giá trị tiêu chuẩn: ≤ 3 micron (0.003mm)
-
Cách kiểm tra: Sử dụng đồng hồ so hoặc thiết bị đo độ đảo trục chính.
-
Hướng khắc phục: Nếu độ đảo quá mức, cần kiểm tra và thay thế bạc đạn (bearing), căn chỉnh trục chính hoặc mài lại mặt côn.
2. Bạc Đạn Trục Chính (Spindle Bearings)
-
Loại bạc đạn: Ceramic hybrid hoặc Angular Contact Bearings (NSK, SKF, FAG).
-
Tuổi thọ trung bình: 3.000 – 10.000 giờ hoạt động tùy điều kiện sử dụng.
-
Dấu hiệu hỏng hóc: Tiếng ồn bất thường, rung động mạnh, nhiệt độ cao.
-
Hướng khắc phục: Kiểm tra bạc đạn, nếu mòn hoặc hỏng cần thay thế đúng loại, bôi trơn theo tiêu chuẩn.
3. Hệ Thống Cân Bằng Động (Dynamic Balancing)
-
Tiêu chuẩn ISO: G2.5 ở tốc độ tối đa 24.000 RPM.
-
Ảnh hưởng khi mất cân bằng: Gây rung động, ảnh hưởng đến chất lượng gia công và tuổi thọ máy.
-
Hướng khắc phục: Cân bằng lại rotor bằng máy chuyên dụng, đảm bảo không có rung lắc bất thường.
4. Hệ Thống Làm Mát (Cooling System)
-
Phương pháp làm mát: Nước hoặc dầu làm mát tuần hoàn.
-
Nhiệt độ vận hành tối ưu: Dưới 60°C.
-
Hướng khắc phục: Kiểm tra bơm nước/làm mát dầu, vệ sinh đường ống, thay thế dầu làm mát nếu cần.
5. Công Suất Và Tốc Độ Hoạt Động (Power & Speed Control)
-
Công suất trục chính: 10kW – 15kW.
-
Biến tần điều khiển (VFD): Hỗ trợ dải tần 200 – 800Hz.
-
Hướng khắc phục: Kiểm tra thông số biến tần, đảm bảo tín hiệu điều khiển không bị nhiễu, kiểm tra cáp nguồn.
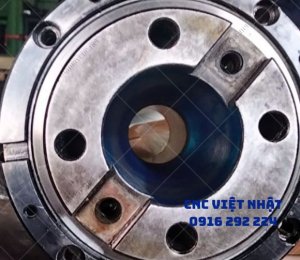
6. Kiểm Tra Đầu Kẹp Dụng Cụ (Tool Holder Interface - BT30/HSK30)
-
Độ côn chính xác: IT5 - IT6.
-
Hướng khắc phục: Nếu có vết xước, cần mài lại lỗ côn hoặc thay mới để tránh mất độ chính xác khi kẹp dao.
![[ĐỈNH CAO KỸ THUẬT] – CHINH PHỤC TRỤC CHÍNH SIÊU TỐC ĐỘ 90.000 RPM TẠI SUAMAYCNC.NET](thumb/300x260/1/upload/baiviet/sua-truc-chinh-90-8844.jpg)





![[KỸ THUẬT CHUYÊN SÂU] – CHINH PHỤC MỌI DÒNG TRỤC CHÍNH (SPINDLE) TẠI SUAMAYCNC.NET](thumb/300x260/1/upload/baiviet/sua-truc-chinh-may-cnc-7386.jpg)














![[CASE THỰC TẾ]: Xử lí lỗi trục chính máy CNC-Giải pháp tinh gọn chi phí](thumb/300x260/1/upload/baiviet/z7971075752540b995b28992263ddcf7bc68085892beb0-8160.jpg)


